

금속 절단 디스크, 금속 절단 휠.
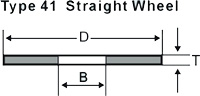
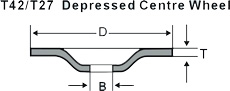
금속 절단 휠은 고객의 요구 사항, 수지 결합 연마 휠, 2개 또는 2개 반 섬유 유리 그물 보강, T41 플랫 절단 휠, T42 움푹 들어간 센터 절단 휠에 따라 평평하거나 움푹 들어간 상태로 만들 수 있습니다. 혼합 고품질 갈색 산화알루미늄과 백색 산화알루미늄.
다양한 공작물 재료의 가공 요구 사항을 충족하기 위해 절삭 칩은 다양한 경도 수준으로 나뉩니다. 커팅 디스크가 너무 세게 선택되고 연마 입자가 떨어지기 쉽지 않지만 차단하기 쉽습니다. 연삭 열이 증가하면 공작물이 쉽게 연소되고 연삭 효율이 낮아 공작물의 표면 품질에 영향을 미칩니다. 커팅 디스크를 너무 부드럽게 선택하면 여전히 날카로울 때 연마 입자가 떨어져서 연마재 손실이 증가하고 절단할 공작물의 모양이 쉽게 손실됩니다. 공작물 정확도.
절단 날의 경도 선택 원칙: 연질 재료를 연삭할 때는 더 단단한 절단 날을 선택하고 단단한 재료를 연삭할 때는 부드러운 절단 날을 선택하십시오. 부드럽고 거친 비철금속을 연삭 할 때 경도가 더 부드러워 야합니다. 열전도율이 낮은 재료의 경우 더 부드러운 절단 날을 선택하십시오. 끝 연삭이 원형 연삭보다 나을 때 절단 날의 경도가 더 부드러워야 합니다.
동일한 연삭 조건에서 레진 본드가 있는 절단 디스크의 경도는 세라믹 본드 연삭 휠의 경도보다 1~2 수준 높습니다. 커팅 디스크가 고속으로 회전하면 경도를 부드러운 1~2 수준으로 선택할 수 있습니다. 절삭유로 연삭, 절단 블레이드 경도는 건식 연삭보다 1 to 2 grad입니다. 연마 방법, 사용 속도 및 표면 처리 요구 사항에 따라 접합제의 선택을 고려해야 합니다.
위는 커팅 디스크의 경도 선택에 관한 것입니다. 절단날의 적절한 경도를 선택할 때 절단날과 작업물의 접촉 면적, 작업물의 형상, 연삭 방법, 냉각 방법 및 접합제의 종류와 같은 요소를 종합적으로 고려합니다. .

버링이 적은 더 얇고 빠른 절단
우수한 내구성
뛰어난 선명도
높은 안정성
쿨컷
최고의 경제적 가치
적은 물질적 손실
비율 가격으로 우수한 품질
편안하고 안전한 작업
고성능
230 x.5 xs096433241/T42
230 x .0 x x 0964332241/T42
단단한 재료, 섹션 및 파이프 절단
OEM 사용 가능
Please Feel Free To Ieave Your Needs Here, A Competitive Quotation Will Be Provided According To Your Requirement.
 Tel: +86-13373918666
Tel: +86-13373918666 
 English
English
